Countertops Magazine ArchiveUnderstanding Surfacing Adhesive: Answers to common questions to help avoid glue issuesInterestingly, the first known use of adhesives by humans was roughly 200 000 years ago, and even way back then it was two pieces of stone that our ancestors felt the need to stick together. We know this because in 2006 in central Italy, a young girl’s remains were unearthed and along with them two stone flakes were found bonded together with birch bark tar. The desire to join two materials has been with us ever since and adhesive technology has advanced immensely along the way.
Although we have moved on from tree sap, countertop fabricators are still bonding Italian stone together. The difference today is that there are a wide range of formulations and chemistries available that produce virtually indestructible, aesthetically pleasing joints on quartz, granite, acrylics and solid surface, porcelain and even the new sintered material countertop surfaces like Dekton™ and Neolith™.
For the past 16 years, I have had the privilege of being part of the advancement of adhesive technology specifically for the surfacing industry. When I first started in the glue business, most countertop shops were specialized in either solid surface, stone or laminate – rarely all three. Today, though, the shops that I visit offer an ever expanding array of surfacing materials. This leads to some very common questions about application techniques and the best adhesives for the range of countertop surfacing materials.
The following are a few of the top questions that come up on a regular basis:
I have to bond “X” to “Y”, what glue should I use? This is probably the No. 1 question that I run into. The key thing to remember when choosing an adhesive for a particular job is that there is no substitute for physical testing. Adhesive manufacturers perform extensive test protocols on substrates and provide empirical data in the form of a Technical Data Sheet (TDS). Specifications for bond strength, cure speed, viscosity, basic physical properties and general information are listed in a typical TDS. An adhesive supplier may make a recommendation for a particular application that the end user should confirm using the Technical Data Sheet.
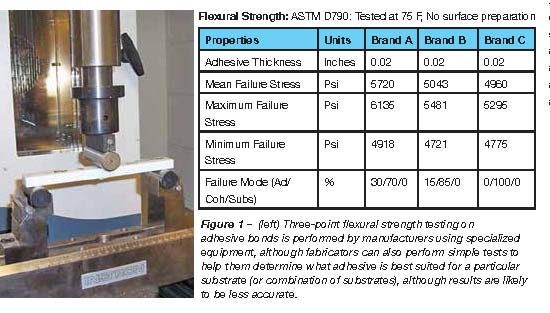
In a countertop application, the accepted test method for flexural strength is the ASTM D790 also referred to as the ISO 178. Basically, this is a three-point break test that measures stress vs. strain or load vs. displacement to determine the flexural strength of a bonded butt joint. The lab prepares accurately cut specimens and bonds them together in a controlled environment, usually conditioning the bonded samples for a period of 24 hours before breaking them (see Figure 1). The data obtained from breaking a large number of bonded samples is used to provide accurate flexural strength numbers and good guidance for the best uses of a particular formulation.
If you happen to have a substrate that no one can give you a recommendation for, you can do some simple testing yourself. One method to compare cartridge adhesives for strength from brand to brand is just a scaled up version of the three point break (although performing these tests outside of a laboratory environment will limit their accuracy). To perform this test, prepare two samples of the substrate that is to be tested in a size that will allow the bonded joint between two points to be supported and raised up off the floor. A 4-in.-wide strip, 24 in. long and cut in half should be sufficient. The two samples are then bonded together and allowed to cure. Weight should then be introduced incrementally until the joint fails. Comparing the results between different adhesive/substrate combinations will provide an idea of the bond strength.
Keep in mind that adhesive manufacturers are also a good resource for testing – especially with new materials – and may be able to perform testing or provide results from tests already performed.
What is the cure speed of this adhesive? The cure speed of an adhesive is an important consideration for any countertop fabricator. A good understanding of cure speed will help to plan for complex part assemblies and maximize the throughput on the shop floor.
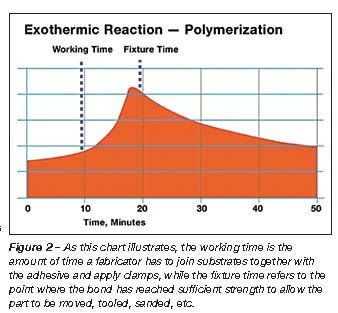
There are two main considerations when it comes to cure speed for an adhesive. Reference the TDS for the stated “open time” (sometimes referred to as “working time”) and “fixture time” (see Figure 2)
The open (or working) time is the amount of time a fabricator has to join substrates together with the adhesive and apply clamps. Once the end of the open time is reached, the chemical reaction is at a point where any movement or disturbance of the bonded joint will have an adverse effect on the final bond strength.
The fixture time refers to the point where the bond has reached sufficient strength to allow the part to be moved, tooled, sanded, etc. It should be noted that the cure is not complete at the fixture time and the adhesive will continue to build bond strength as the reaction finishes.
The biggest variable that causes fabricators to have issues with cure speed is temperature. The information contained in the TDS is obtained in a controlled laboratory environment where the substrates, adhesives and air temperature are all kept at a specific constant. This never happens in a shop. For instance, introducing heat into the equation will cause the glue to cure faster. If it’s cold in the shop, or the sheet or slab of material being glued has been stored outside in a cooler climate, the fixture time is going to be extended. If it is too cold, the chemical reaction may not complete at all and the joint will have no strength.
Again, always refer to the TDS and follow the temperature guidelines for proper application and storage of the adhesive.
Is the bond chemical or mechanical? In simple terms, a chemical bond is the result of a chemical reaction in which the adhesive and the substrate material will share electrons at the molecular level after the cure is finished. This bond mechanism is readily achievable when the adhesive and the substrate have similar chemical properties- such as an acrylic adhesive and an acrylic sheet.
It is difficult to achieve a significant chemical bond on materials that are naturally resistant to chemical reaction. These include pure polyesters and blended materials. Although formulators can introduce certain promoters or acid compounds to increase the chemical bond mechanism, it is generally advisable to increase the mechanical bond strength on these materials.
A mechanical bond occurs when the adhesive material physically locks into place on a rough surface. In order to increase the mechanical bond mechanism, a fabricator can abrade the substrate surfaces with sand paper effectively giving the adhesive more surface area to grab. Polyester sheet manufacturers strongly recommend good abrasion on both surfaces being bonded for exactly this reason.
What is the shelf life of this glue? Every manufacturer or supplier should be able to answer this question for the particular formulation being purchased. Where it gets tricky is how storage affects shelf life. For instance, a product may have a stated shelf life of one year and will perform within specifications when stored correctly. However, if the adhesive is exposed to high temperature, even for a short period of time, the shelf life of the product can extensively be reduced. Extreme temperature exposure, such as being left on the dashboard of an install truck on a hot summer day, will reduce the strength of the catalyst or activator dramatically, affecting the adhesive’s ability to cure.
Review your product information for recommended storage procedures, especially when you are bringing in an adhesive formulation that is new to your shop.
Why did an adhesive have a spotty cure or fail to fully cure? When dealing with dual component adhesives such as those used in the countertop and decorative surfacing industry, there are a number of variables within the system that all work together to ensure a proper ratio mix and even cures. This is especially true when considering cartridge-based delivery systems, but also applies to older, hand-mix types of glue. The proper mix ratio is essential if you want to achieve the bond strength and cure consistency of any dual component adhesive formulation.
As mentioned earlier, temperature is a key factor in proper adhesive application and performance. Some fabricators will store adhesives in a refrigerator to extend shelf life. Using a cold adhesive will not only extend the cure time, the thicker material is not as easily dispensed. The higher back pressure can cause off ratio mixing and a spotty cure. If you choose to store your adhesives below the recommended operating temperature, they should be acclimatized before use to get the best results.
Another cause of an uneven cure is air entrapment in the adhesive cartridge. Manufacturers of cartridge-based adhesives work diligently to eliminate any air during the filling process, as it is a known issue when dealing with meter-mix -dispense adhesive delivery systems. This is also the reason you should purge the cartridge before attaching a mixing tip. This helps to ensure a good flow of both components before applying adhesive to the joint.
There are two ways to determine if there is air trapped in an adhesive cartridge. First, an adhesive cartridge with a trapped air pocket will feel spongy in the dispensing gun. This can also be tested by applying pressure to the pistons in the end of the adhesive cartridge. If you are able to move the pistons by pushing on them, it points to air entrapment and the cartridge should be purged again to remove it.
The second method for determining if there is air trapped in the adhesive is to dispense a typical adhesive bead and then set the dispensing gun down and observing the amount of adhesive that continues to run out of the tip. If a significant amount of adhesive runs out of the tip after the trigger pressure has been released, there is likely an air pocket and the cartridge should be purged again before use.
Finally, the dispensing gun itself and the proper application technique can have a substantial effect on the adhesive cure consistency. If you experience a cure that is uneven, inspect the dispensing gun for defects or worn components. With the steel type dispensing guns, a bent push rod or outer carriage may cause an off ratio mix and uneven cure. Operator technique can also have an adverse effect, as exerting too much pressure on the trigger will cause a rise in back pressure and increase the chance of an off ratio mix. Even pressure applied throughout the bead will keep the ratios constant and provide the best results.
These are just a few of the questions we get in our daily communications with fabricators. However, by having a better understanding of adhesives and how they work, the performance of the adhesives that they select for their operations should improve.
A good supplier can provide direction and the Web is an excellent resource for researching new adhesive technologies as new materials and fabrication methods are introduced. If you have questions about adhesives, best practices or the best way to bond new or exotic countertop materials, feel free to contact me personally and if I don’t have the answer, I’ll certainly do my best to get you one.
Happy bonding.
About the Author Chad Thomas was a founding partner at Gluewarehouse.com, now a division of IPS Corporation, and supplier of Seam-It adhesive products. His current roles include sales and marketing for gluewarehouse.com and business development for the Structural Adhesives Division of SciGrip adhesives on the West Coast. More information can be found at www.gluewarehouse.com. |